К середине XVIII в. хлопчатобумажная промышленность начала испытывать настоящий «прядильный голод». Ручное прядение стало отставать от ткачества, где применялся «летающий челнок».
Понадобилось резко увеличить выпуск пряжи, и в 1733 г. ткачом Дж. Харгривсом была изобретена механическая прялка «Дженни», на которой можно было работать сразу 16-18 веретенами. В 1772 г. механик К. Вуд значительно улучшил прялку «Дженни», а в 1783 г. С. Кромптон создал «мюль-машину », которая давала пряжу достаточно тонкую и прочную и получила поэтому широкое распространение в промышленности.
Эта машина стала технической основой механизированного хлопкопрядения. Однако в начале 80-х годов XVIII в. обнаружилась новая диспропорция: стало отставать ткачество. Теперь уже срочно требовалась ткацкая машина: «ткацкий голод» тормозил рост прибылей английских фабрикантов.
В 1785 г. Э. Картрайт изобрел механический ткацкий станок, заменявший до сорока ткачей. Этот станок, потребовавший значительных усовершенствований, нашел широкое применение в 20-х годах XIX в. Так в английской (и мировой) промышленности появились первые машины и первые фабрики.
Вслед за хлопчатобумажной промышленностью в 60- 80-х годах XV11I в. появились машины и в шерстяном, сукноделательном, бумажном, полиграфическом производствах. Но энергетическая база первых фабрик оставалась прежней - водяные мельницы. Помимо всего прочего это обстоятельство жестко привязывало фабричную промышленность к рекам, что не всччда совпадало с рыночными и транспортными интересами.
Промышленности потребовался универсальный, не зависящий от воды двигатель. Такой двигатель был создан Джеймсом Уаттом (паровая машина «двойного действия», патент 1782 г.). Вскоре была построена первая паровая прядильная фабрика, а затем паровая машина получила широкое применение в различных отраслях промышленного производства и на транспорте.
С применением машин промышленность немедленно предъявила повышенный спрос на металл, но мощности тогдашних плавильных печей сдерживались недостатком древесного угля, при помощи которого производилась выплавка металла. Для нужд металлургии уже в XVII в. в Англии были сведены целые лесные массивы, что угрожало английскому судостроению, а импортный лес был дорогим.
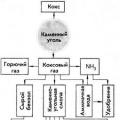
Производство чугуна сокращалось, в то время как огромные запасы каменного угля почти не использовались: применение минерального топлива при выплавке чугуна снижало качество металла ввиду появления различных серных соединений.
Между тем еще в 1735 г. А. Дерби, примешивая к руде негашеную известь и резко увеличив мощность воздуходувок, освоил доменную плавку на коксе без использования древесного угля. Через 50 лет этот метод позволил английской металлургии переключиться на минеральное топливо и обеспечил расширение производства черных металлов до пределов, определяемых добычей железной руды. В 1784 г. Г. Корт изобрел пудлинговую печь для получения железа из чугуна с применением минерального топлива.
Тогда же были освоены специальные прокатные вальцы, позволившие увеличить производительность труда в металлургии в 15 раз. С применением угля в металлургическом производстве повысился спрос на минеральное топливо, это дало сильный толчок развитию английской каменноугольной промышленности. В результате применения новой техники производительность английской металлургии повысилась и «металлический голод» начал постепенно устраняться.
Увеличение промышленного производства вызвало резкий рост перевозки грузов, с чем не могла справиться старая система транспорта. Однако наличие паровой машины сделало принципиально возможным применение ее на железнодорожном и водном транспорте.
Паровой железнодорожный транспорт появился в Англии уже в первой четверти XIX в. Еще с XVII в. для перевозки угля применялись рельсовые дороги с конной тягой. В начале XIX в. деревянные рельсы («трам», отсюда - трамвай) были заменены железными. Таким образом, рельсовый путь был готов, оставалось заменить конную тягу машинной. В конце XVIII-начале XIX в. Р, Тревтик построил несколько моделей паровых повозок. Продолжая его изыскания, Дж. Стефенсон создал паровоз - самоходную паросиловую установку на основе стационарной паровой машины. Локомотив Стефенсона («Ракета» - мощность 12 л. е., скорость -22 км/ч) показал удовлетворительные результаты в 1829 г. Стефенсон усовершенствовал также рельсовый путь. В 1830 г. была построена первая железная дорога, которая имела большое хозяйственное значение. Она связала Манчестер и Ливерпуль.
Появление железных дорог вызвало коренной перелом в хозяйственной жизни: были созданы стабильные коммуникации между различными экономическими районами и отраслями промышленности. Железные дороги К. Маркс назвал «увенчанием здании» промышленного переворота.
После строительства в США в 1807 г. первого парохода паровой двигатель на водном транспорте получил распространение и в Англии.
Механизация производства , естественно, выдвинула проблему сооружения самих машин. Вначале машины изготовлялись ручным способом на мануфактурах. Но мануфактурное производство машин не удовлетворяло растущего спроса промышленности. Машины были очень дорогие и далеко не высокого качества. Это противоречие было разрешено переходом к машинному производству машин. Возникло машиностроение.
Машиностроительная промышленность основывалась на новых типах металлорежущих станков - токарного, строгального, фрезерного. Построенный механиком Г. Модели токарно-винторезный станок, снабженный механическим суппортом (1797 г.), стал основой металлообрабатывающего производства.
Становление в первой половине XIX в. машиностроительной индустрии означало завершение промышленного переворота в Англии.
Механизация производства, т.е. замена ручного труда машинным, является одним из основных направлений научно-технического прогресса в промышленности. Последовательное внедрение средств механизации представляет собой важнейший источник облегчения труда, повышения его производительности, роста объёма производства и экономии затрат труда.
Уровень механизации основного производства (цеха, предприятия) определяется такими показателями: степень механизации труда См.т, уровень механизации производственных процессов Ум.п.п.
Степень механизации труда (в %)
где Чм - численность рабочих основного производства, занятых механизированным трудом; Ч - общая численность рабочих основного производства.
Уровень механизации производственных процессов (в %)
где Тз - общие затраты труда в основном производстве, выраженные в условных нормах ручного труда, чел.-ч; Тр - затраты оставшегося ручного труда в основном производстве, чел.-ч.
В качестве условных норм ручного труда на единицу продукции основного производства взяты затраты труда производственных рабочих при условии выполнения всех трудовых процессов вручную без каких-либо элементов механизации.
Общие затраты труда по цеху основного производства выраженные в условных нормах ручного труда (в чел.-ч.)
где Т1, Т2,…, Тn - условные нормы ручного труда на 1000 дал продукции по каждой схеме (операции) обработки виноматериалов, чел.-ч.; Р1,Р2,…,Рn - объём обработки виноматериалов по каждой схеме (операции) обработки, тыс. дал; n - число операций.
Общие затраты труда в основном производстве предприятия (объединения), выраженные в условных нормах ручного труда (в чел.-ч.)

где Тзц - общие затраты труда в основном производстве i - го цеха, выраженные в условных нормах ручного труда, чел.-ч.; n - количество цехов предприятия.
Затраты оставшегося ручного труда (в %):
где Тт - фактическая технологическая трудоёмкость продукции цеха (предприятия), чел.-ч.; См.т - степень механизации труда в цехе (предприятии), %.
Фактическая технологическая трудоёмкость продукции (в чел.-ч)
где Ч - численность рабочих цеха (предприятия), занятых в основном производстве; t - годовой фонд рабочего времени одного рабочего, ч.
Определение уровня механизации вспомогательного производства и ПРТС (погрузочно-разгрузочные, транспортные и складские работы) работ. При определении уровня механизации вспомогательного производства предприятий вторичного виноделия необходимо исходить из тех же методологических положений, что и при определении уровня механизации основного производства. При этом структурные подразделения вспомогательного производства предприятия следует рассматривать как самостоятельные производственные единицы, выпускающие соответствующую продукцию.
Общие затраты труда во вспомогательном производстве винзавода, выраженные в условных нормах ручного труда, Тз (в чел.-ч) можно рассчитать по формуле:
где Тз р.о - общие затраты труда на ремонт и обслуживание оборудования за год, чел.-ч.; Тз т.х - общие затраты труда на обслуживание тепловых и холодильных установок за год, чел.-ч.; Тз з.с - общие затраты труда на поддержание зданий и сооружений в рабочем состоянии, чел.-ч.; Тз п.р - общие затраты труда на ПРТС работах, чел.-ч.
Общие затраты труда на ремонт оборудования за год, выраженные в условных нормах ручного труда, Тз р.о (в чел.-ч) составит:
где Эр.о - условная норма ручного труда на ремонт и обслуживание оборудования в 1 условную ремонтную единицу (Ремонтная единица - это условно выбранный объём ремонтных работ, производимых при определённом соотношении трудозатрат ремонтных рабочих различных профессий. Значение трудоёмкости одной ремонтной единицы по капитальному ремонту равно 35 нормо-ч.), чел.-ч.; Vр.о - среднегодовой объём ремонтных работ, условных ремонтных единиц.
Формула для определения уровня механизации производства в целом по винзаводу имеет следующий вид:
где Тз О - общие затраты труда в основном производстве в условных нормах ручного труда в расчете на годовой объём производства, чел.-ч.; Тз Э - Общие затраты труда на обслуживание тепловых и холодильных установок, выраженные в условных нормах ручного труда, чел.-ч.; Тз З.С - общие затраты труда на поддержание зданий и сооружений на предприятии в рабочем состоянии, выраженные в условных нормах ручного труда, чел.-ч.; Тз Г - общие затраты труда на грузопотоках предприятия, выраженные в условных нормах ручного труда, чел.-ч.; Тз Р.О - затраты оставшегося ручного труда в основном производстве в расчете на годовой объём производства, чел.-ч.; Тз Р.В - затраты оставшегося ручного труда во вспомогательном производстве, чел.ч.
Расчет показателей механизации производства по подразделениям и по заводу в целом, производится на основании данных о численности рабочих по основному, вспомогательному производству и ПРТС работам.
По вышеуказанной методике рассчитываем показатели уровня механизации производственных процессов по видам производств (таблица 4).
Таблица 4
Показатели уровня механизации по видам производств
Относительно высокий уровень механизации основного производства предприятия объясняется прежде всего тем, что подавляющее большинство технологических процессов связано с перекачиванием виноматериалов, которое, как известно осуществляется механизированным способом, кроме того, в цехах розлива такие трудоемкие операции, как мойка бутылок и розлив вина в бутылки, а также бракераж готовой продукции и наклейка этикеток, полностью механизированы.
Для выявления резервов механизации труда на винзаводе целесообразно провести анализ структуры численности рабочих по видам производств.
В настоящее время в основном производстве ОАО "Ударный" занято 63 человека, что составляет 37,3% общего количества рабочих; во вспомогательном производстве 43 человека, или 25,4%, на ПРТС работах 63 человека, или 37,3% (таблица 5).
Таблица 5
Структура численности рабочих по видам производств
Из таблицы 5 видно, что в целом по обследованному предприятию более половины рабочих (54,2%) занято ручным трудом. Особенно велик удельный вес рабочих, занятых ручным трудом, на ПРТС работах (58,8%). Во вспомогательном производстве этот показатель составил 51,2%.
Результаты анализа структуры численности вспомогательных рабочих и рабочих, занятых на ПРТС работах приведены в таблицах 6-7.
Таблица 6
Структура численности вспомогательных рабочих
|
Функции вспомогательного производства |
Численность рабочих |
|||||
|
удельный вес, % |
занятых ручным трудом |
занятых механизированным трудом |
||||
|
всего человек |
удельный вес, % |
Всего человек |
Удельный вес, % |
|||
|
Ремонт оборудования |
||||||
|
Энергоснабжение |
||||||
|
Поддержание зданий и сооружений в рабочем состоянии |
||||||
Таким образом, несмотря на значительную степень механизации труда на предприятии ОАО «Ударный», ручным трудом занято более половины всего количества рабочих, что является большим резервом для дальнейшей механизации труда (см. таблицы 5, 6, 7).
Таблица 7
Структура численности рабочих, занятых на ПРТС работах
Кузнецов Дмитрий 41-Т группа
В данном докладе представлена информация о механизации производственных процессов с целью освождения человека от опасных условий труда,как следствие улучшения безопасности.
Скачать:
Предварительный просмотр:
Министерство образования Московской области
ГОУСПО МО «Чеховский механико-технологический техникум молочной промышленности»
ДОКЛАД
тема: Автоматизация и механизация производственных процессов как средство улучшения безопасности труда
дисциплина: Автоматизация технологических процессов
специальность : Технология молока и молочных продуктов
подготовил : студент 41-Т группы Кузнецов Дмитрий
Руководитель:
преподаватель общепрофессиональных дисциплин М.С.Трубчанинова
Новый Быт
2013
Для созданной машины основным критерием оценки является повышение производительности труда, уровня безопасности и степени облегчения. Облегчить и обезопасить труд можно c помощью ввода механизации и автоматизации ручного труда.
Механизация производственного труда - замена мускульной человеческой энергии путем использования механических машин и механизмов, которые производятся в движение разнообразными двигателями. C помощью механизации можно исключить тяжелый физический труд.
Механизация комплексная - высшая ступень механизации. При такой механизации применяются системы машин и механизмов, которые связаны между собой по производительности, обеспечивают выполнение технических и производственных управляющих операций. Механизация комплексная позволяет перейти к автоматизации, как обычной, таки комплексной.
При автоматизации производства применяются приборы, машины и приспособления, осуществляющие производственные действия без применения физической силы человека, однако работа осуществляется под его контролем. Постоянного присутствия работника система не требует достаточно периодического наблюдения за ходом работы.
Комплексная автоматизация - это автоматические системы, обеспечивающие контроль и управление процессами без участия человека c помощью заданных параметров работы. Человеку отводиться лишь функция контролера хода процессов, работы оборудования и средств автоматизации.
Автоматизация чаще всего применяется на крупных производствах c массовым характером работы. Широко распространена как в мясной, так и в молочной промышленности. В подобных производствах есть большое количество линий, которые выполняют одну технологическую функцию. Комплексно автоматизируются цехи и заводы.
В результате сведения человечество труда к минимуму количество производственных травм практически равно нулю. большая часть несчастных случаев приходится на ремонт и наладку оборудования, a также на нерациональную расстановку оборудования и организацию рабочих мест. Таким образом, большое количество автоматизированного и механизированного труда позволяет уменьшить травматизм на производстве. Также автоматизация и механизация позволяют устранить работу человека во вредных и тяжелых для работы условиях труда.
Механизация и автоматизация требуются не только на больших однотипных производствах. Необходима она и на предприятиях c единичным и мелкосерийном производством. В настоящее время существует огромное количество автоматизированных линий, которые позволяют облегчить и обезопасить труд рабочего. Возможность быстрого переоснащения подобных линий позволяет использовать их в самых различных производственных процессах.
В мелкосерийном производстве повысить эффективность и производительность труда можно c помощью широкого применения станков c управлением специальными программами. В мелкосерийном производстве большую часть времени y рабочего занимает чтение и выбор оптимального варианта чертежа. Автоматизированная программная система позволяет освободить рабочего от этих операции, выбор приемлемого режима работы система сделает сама до начала процесса производства. Вся информация o форме, размере детали и прочие сведения передается рабочему c помощью магнитной ленты или карты непосредственно на станок.
Программное управление все чаще используется агрегатными переналаживаемыми станками, универсальными, широкого профиля для их автоматизации. При работе c программным управлением рабочий запускает станок и снимает готовый продукт. Таким образом, исключается нахождение работника в опасной зоне работы станка. Все перечисленные действия выполняются при отключенных рабочих агрегатах.
Машинные комплексы - это несколько соединенных центров в единую машинную систему c помощью разнообразных устройств, каждое и которых работает на соответствующей программе. Ручной труд сведен к минимуму.
При автоматизации технологических процессов большое внимание уделяют загрузке. Даже использование машинных комплексов не может освободить рабочего от тяжелого погрузочно-разгрузочного труда. Механизированная загрузка почти вдвое снижает объем ручного труда благодаря превращению обычного оборудования в автоматизированное. Такие машины используются как самостоятельно, так и встраиваются в автоматические линии. Загрузка и выгрузка чаще всего сочетается c зажимными приспособлениями машины, поэтому ручной труд происходит е удалении от опасной зоны работы.
При ручном измерении рабочий подвергает риску свои руки, вводя их в потенциально опасную зону. Ручные контрольные операции чаще всего становятся причиной производственных травм. Безопасность работы осуществляет автоматизированный операционный контроль c помощью различных устройств. Для непрерывного измерения используются автоматические и полуавтоматические машины.
Полуавтоматические устройства отслеживают изменения и по достижению необходимых показателей подают световые сигналы. Рабочему при этом необходимо лишь произвести остановку. Автоматические устройства сами включают рабочие передвижения устройства по достижению необходимых показателей.
Таким образом, технологический процесс освобождает рабочего не только от тяжелого физического труда, но и от постоянного нервного напряжения, связанного c потенциальной опасностью его работы. Этого легко достигнуть c помощью перехода на автоматическое и механическое выполнение ручного труда. Использование современных наработок и освобождение человека от ручных операций поможет избежать травматизма в процессе работы, что является улучшением безопасности труда.
Литература:
1.Н.Н.Карнаух Охрана труда-М.:Издательство Юрайт,2011-380с.
2.В.В.Митин,В.И.Усков,Н.Н.Смирнов Автоматика и автоматизация производственных процессов мясной и молочной промышленности,М.:ВО «Агропромиздат»,1990-240с.
Основной целью механизации производственных процессов является замена ручных средств труда машинами и механизмами с применением для их действия различных видов энергии. Механизация производственных процессов освобождает человека от выполнения тяжелых, трудоемких и утомительных операций. В зависимости от степени оснащенности производственных процессов техническими средствами и рода работ различают частичную и полную механизацию.
Автоматизация производства – способ организации производства, при котором функции управления и контроля, ранее выполнявшиеся человеком, передаются автоматическим устройствам. Цель – повышение производительности и улучшение условий труда, обеспечение высокого качества продукции, оптимизации использования всех ресурсов производства, что дает ускорение научно- технического прогресса.
Режим труда и отдыха.
Режим рабочего времени должен предусматривать продолжительность рабочей недели, работу с ненормированным рабочим днем для отдельной категории работников, продолжительность ежедневной работы, в том числе неполного рабочего дня; время начала и окончания работы; время перерывов в работе; число смен в сутки; чередование рабочих и нерабочих дней;
Особенности режима рабочего времени и времени отдыха работников транспорта, связи и других, имеющих особый характер работы, определяются в порядке, устанавливаемом Правительством РФ.
Время отдыха – время, в течении которого работник свободен от исполнения трудовых обязанностей и которое он может использовать по своему усмотрению.
Виды времени отдыха:
· Перерывы в течении рабочего дня;
· Ежедневный (междусменный) отдых;
· Выходные дни (еженедельный непрерывный отдых);
· Нерабочие праздничные дни;
· Отпуска.
20. Методы анализа производственного травматизма .
· Статистический метод. Уровень травматизма оценивается этим методом посредством двух показателей – коэффициентом частоты и коэффициентом тяжести.
· Групповой метод. Материал расследования распределяется по группам с учетом определенных признаков, таких как профессия, вид и стаж работы, возраст пострадавшего, время суток и года, тип подвижного состава, травмирующий фактор, характер повреждения.
· Топографический метод. Изучаются причины несчастных случаев по месту их происшествия.
· Монографический метод. Проводится углубленный анализ производственных травм, детально исследуется технологический процесс, выполняемые операции, рабочее место, санитарно – гигиенические условия, основное и вспомогательное оборудование, СИЗы, обстоятельства, при которых произошел несчастный случай.
· Экстенсивные показатели. Характеризующие структуру заболеваемости, рассчитываются соответственно по числу дней нетрудоспособности по одному из видов заболевания или по числу случаев потери трудоспособности по одному из заболеваний.
· Показатель длительности одного случая заболевания. Отчет о причинах временной нетрудоспособности составляют по установленной форме № 16 – вн.
Организация рабочего места автослесаря.
Перед началом работы необходимо привести в порядок рабочее место; проверить действие вентиляции, исправность ограждений, пускового устройства машины, правильность направления вращения двигателей, смазку узлов оборудования, давление сжатого воздуха и пара, срабатывание пневмозадвижек, тормозов и блокировок. Рабочие места необходимо содержать в чистоте и порядке. Инструмент и заготовки следует располагать на строго отведенных местах, обеспечивая безопасные и экономные приемы выполнения операций. Работа должна вестись строго в соответствии с технологической документацией, правилами и инструкциями по охране труда.
Ответственные лица за пожарную безопасность.
· Собственники имущества;
· Руководители органов государственной власти;
· Руководители органов местного самоуправления;
· Лица, уполномоченные владеть, пользоваться или распоряжаться имуществом, в том числе руководители организаций;
· Лица, в установленном порядке назначенные ответственными за обеспечение пожарной безопасности;
· Должностные лица в пределах их компетенции.